Contents
2. Procedure and control description
The conveyor transports the products along the belt at the specified speed. When the conveyor stops, the products move up on the conveyor belt.
2. Procedure and control description
The accumulating conveyor element can be used as a universal belt storage system (for products and materials) in the material flow. The element is described as a conveyor belt.
Accordingly, a conveyor speed and a conveyor length can be parametrized. Conveyor belts can only run in the feed direction, never backwards. The accumulating conveyor does not stop immediately if the exit is blocked.
Objects (products) on the belt can move up and close any gaps. The conveyor only stops once the set capacity limit has been reached if the outlet is still blocked.
In contrast to the storage element, gaps in the product flow are not closed as long as the outlet is not blocked.
To describe the storage behavior, the maximum capacity (content), an initial allocation (initial content with which the storage tank is filled at the start of each simulation run) and the discharge speed (max. discharge, describes the throttle function) can be parametrized.
A failure behavior (availability and MTTR) can also be parametrized for the accumulating conveyor. The failure behavior is deactivated by default.
The loading of the conveyor (number of objects on the conveyor) is determined by the cycle time of the upstream element, the length and speed of the conveyor, the cycle time of the downstream element and also by the specified maximum capacity.
The dimensioning of the products does not play a role from the point of view of the simulation.
Alternatively, the maximum loading of the conveyor belt with products depending on their dimensions for the parameters conveyor length and conveyor speed must be determined manually and then adopted.
Typical storage units for this purpose are
•Buffer tables (bottles)
•Universal accumulation conveyors
Figure 1 shows an example for an accumulating conveyor.
|
Accumulating conveyor bottles |
|
Accumulating conveyor bottles |
|
Accumulating conveyor bottles |
|
Accumulating conveyor boxes |
|
Accumulating conveyor boxes |
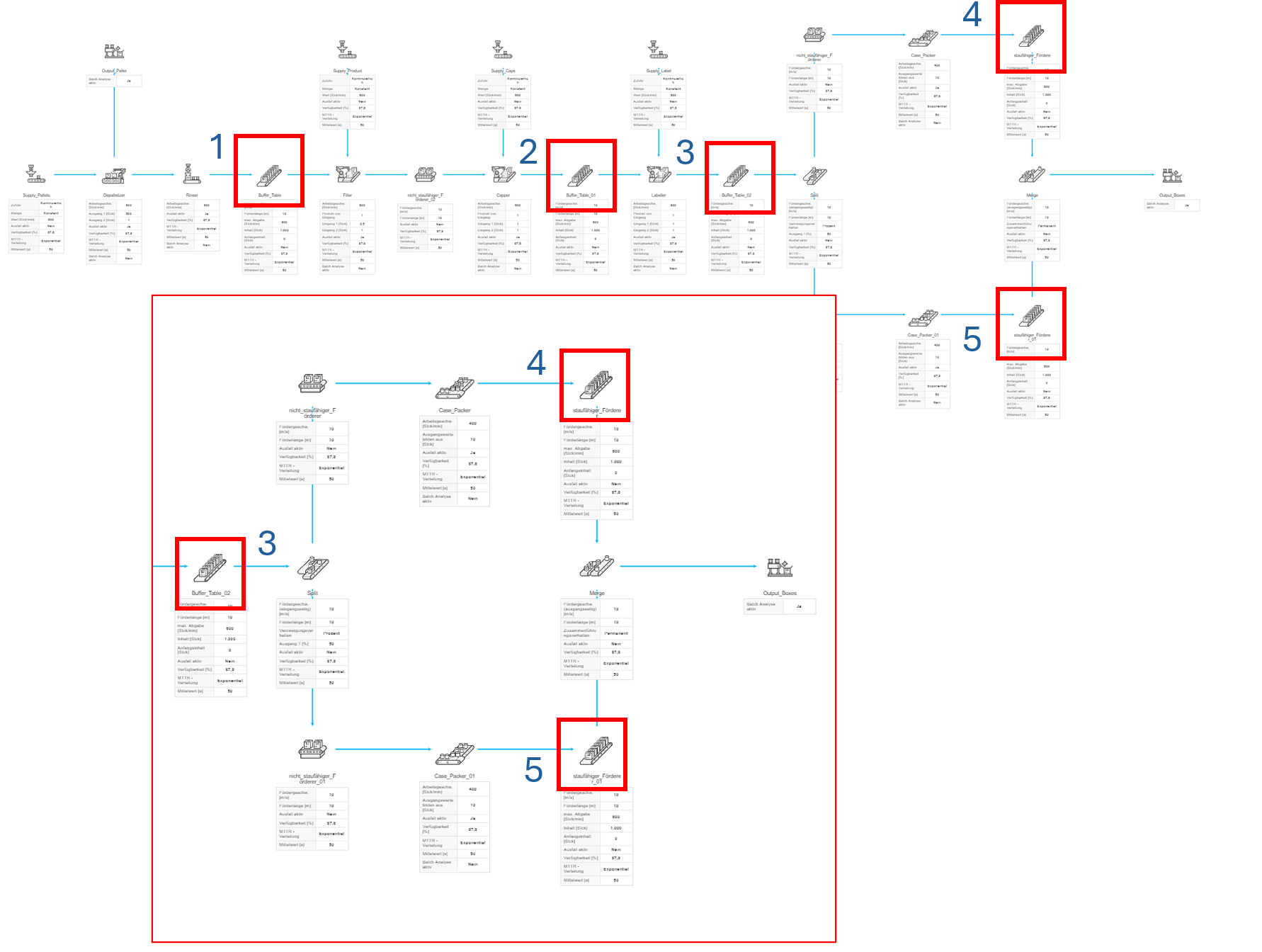
Figure 1 - Accumulating conveyor
Figure 2 - accumulating conveyor |
|
© SimPlan AG - Hanau District Court, Commercial Register (Part B) 6845 - info@simplan.de - www.simplan.de/en