Inhalte des Kapitels
2. Ablauf und Steuerungsbeschreibung
Das Element Einpacker kombiniert eine definierte Anzahl von Produkten (oder Materialien wie Packmittel) aus 2 ankommenden Produktströmen (2 Eingänge) und gibt diese als eine Transporteinheit.
2. Ablauf und Steuerungsbeschreibung
Der Einpacker kann als universelles Element zur Zusammenführung von zwei Produktströmen genutzt werden. Im Gegensatz zur Gruppierung kann mit dem Einpacker z. B. auch das Packmittel beschrieben werden.
Das Element Einpacker hat 2 Eingänge für einlaufene Poduktströme (z.b. für Behälter und Packmittel) und einen Ausgang für die kombinierte Transporteinheit.
Damit können verschiedene maschinentechnische Funktionen oder Materialflüsse simuliert werden.
Einige Beispiele:
•Füllmenge Produkt pro Behälter (z.B. Flaschenabfüllung)
•Anzahl Etiketten pro Produkt (z.B. Etikettiermaschine)
•Anzahl Produkte pro Karton (Sammelpacker)
•Anzahl Kartons pro Palette (Palettierer)
Es ist zu beachten, dass die von dem Einpacker abgegebene Einheit aus der Anzahl der gruppierten Eingangsprodukte besteht, aber als 1 Objekt gezählt wird.
Der Einpacker kann auch zur Abbildung von Shuttle- oder Carrier-Systemen mit der Modellierung eines Shuttle- oder Carrier-Kreislaufs verwendet werden.
Nach der Bearbeitung oder dem Transport der Produkte im Shuttle oder auf dem Carrier kann die Einheit später wieder aufgelöst werden (siehe auch Element Auspacker).
Die Zusammenstellung (Anteile pro Produktstrom) der zusammenzustellenden Transporteinheit (Produkt) kann über die beiden Eingänge des Packers definiert werden.
Für den Einpacker kann die Arbeitsgeschwindigkeit (Taktzeit) und ein Ausfallverhalten (Verfügbarkeit und MTTR) parametriert werden.
Die Arbeitsgeschwindigkeit bezieht sich auf den Bereich, in dem die beiden Produktströme zusammengeführt werden. Beim Einpacker ist dies der Auslauf des Elementes.
Der Einpacker "wartet" immer auf den jeweils anderen Produkt-/Materialstrom. Ist an einem Eingang des Elements der Materialfluss unterbrochen, es liegt also kein Produkt an, stoppt der Einpacker.
Soll die Menge des verarbeiteten Materials (z.B. Produkt) am Element erfasst werden, muss die Batch Analyse für die Auswertung aktiviert werden.
Abbildung 1 zeigt unterschiedliche Varianten für den Einpacker.
|
Element Einpacker als Füllmaschine (z. B. 0,5/1 Flasche) |
|
Element Einpacker als Verdeckler (1 Kappe/1 Flasche) |
|
Element Einpacker als Etikettier (1 Etikett/1Flasche) |
|
Element Einpacker als Sammelpacker (10 Flaschen/1 Karton) |
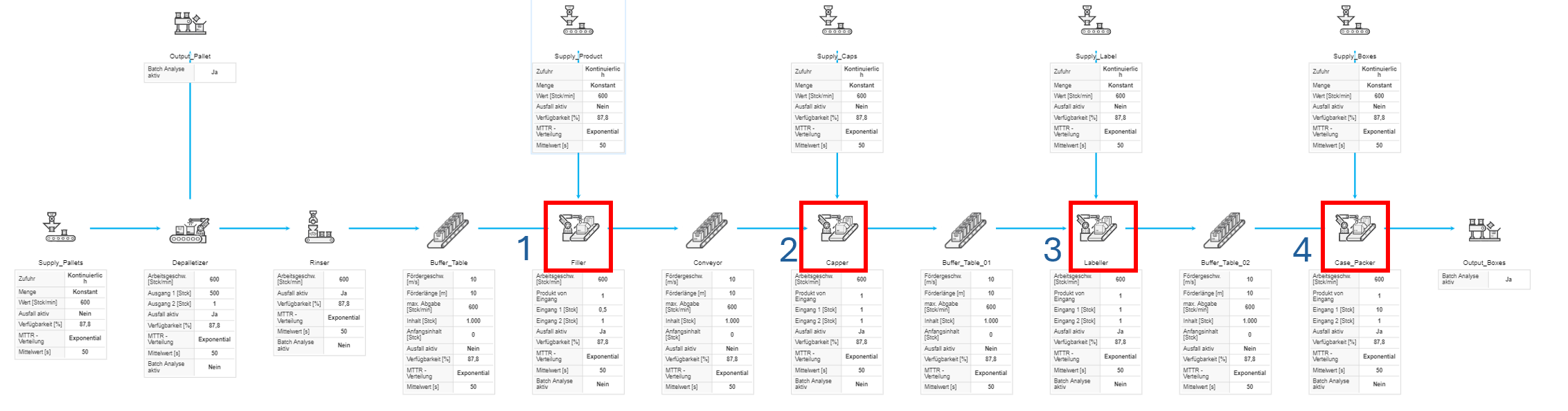
Abbildung 1 - Varianten für den Einpacker
Abbildung 2 zeigt einen Carrier Kreislauf mit Einpacker/Auspacker.
|
Carrier Loader (Einpacker) |
|
Loaded Carrier Buffer 1 |
|
Loaded Carrier Buffer 2 |
|
Carrier Unloader (Auspacker) |
|
Unloaded Carrier Buffer |
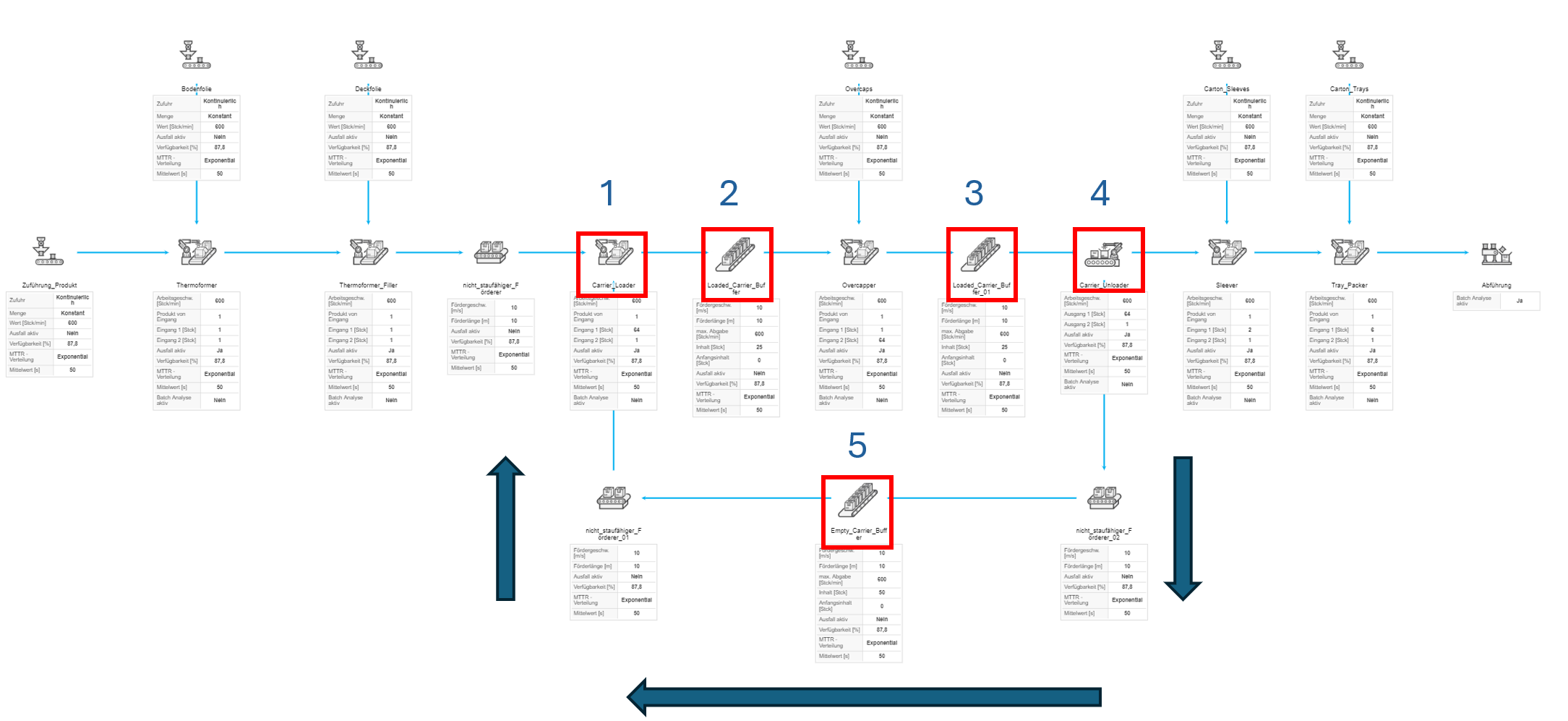
Abbildung 2 - Carrier Kreislauf mit Einpacker/Auspacker
Abbildung 3 - Einpacker |
|
© SimPlan AG - AG Hanau HRB 6845 - info@simplan.de - www.simplan.de